


供应信息
活塞杆_生产活塞杆_精恒液压元件(多图)
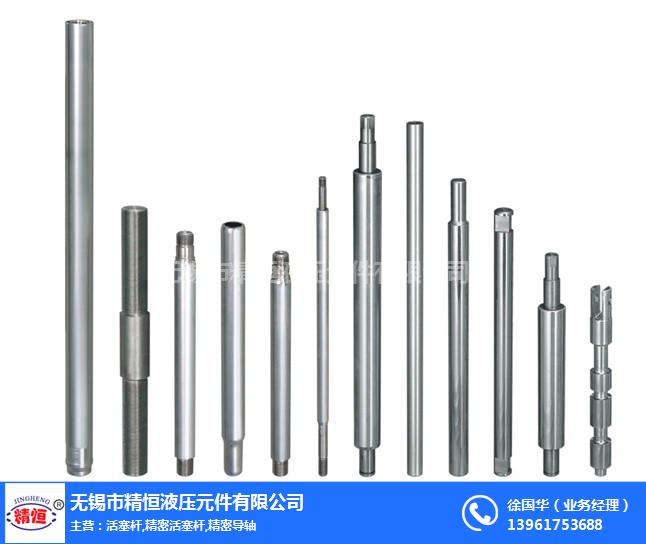
无锡市精恒液压元件有限公司
- 经营模式:生产加工
- 地址:无锡市惠山区洛社镇杨市人民东路61-1号
- 主营:活塞杆,精密活塞杆,精密导轴
- 产品详情
- 联系方式
- 产品品牌:精恒液压元件
- 供货总量:不限
- 价格说明:议定
- 包装说明:不限
- 物流说明:货运及物流
- 交货说明:按订单
- 有效期至:长期有效
- 上一条:活塞杆,精恒液压元件,活塞杆价格
- 下一条:活塞杆规格、活塞杆、精恒液压元件
- 如东县精密活塞杆-精密活塞杆价格-无锡精恒液压(多图)
- 毫州硬铬表面处理-精恒液压元件(在线咨询)-硬铬表面处理厂家
- 活塞杆厂-石家庄活塞杆-无锡精恒液压元件
- 昆明精密活塞杆-精密活塞杆价格多少-精恒液压元件公司
- 重庆活塞杆-精恒液压元件-活塞杆厂商
- 无锡精恒液压(图)-硬铬表面处理报价-宿迁硬铬表面处理
- 精密活塞杆-精密活塞杆厂-无锡精恒液压元件
- 精密活塞杆-精恒液压元件-精密活塞杆厂
- 精恒液压元件公司(图)-精密活塞杆厂-精密活塞杆
- 淮南精密活塞杆-精恒液压元件(推荐商家)-精密活塞杆厂家
活塞杆_生产活塞杆_精恒液压元件(多图):
活塞杆,精密导轴,精密活塞杆液压活塞杆作业中应该注意机械作业要柔和平顺。
机械作业应避免粗暴,否则必然产生冲击负荷,使机械故障频发,大大缩短使用寿命。作业时产生的冲击负荷,一方面使机械结构件早期磨损、断裂、破碎,一方面使液压系统中产生冲击压力,冲击压力又会使液压元件损坏、油封和高压油管接头与胶管的压合处过早失效漏油或爆管、溢流阀频繁动作油温上升。我单位曾新购一台UH171正铲挖掘机,作业中每隔4~6天斗门油管就要漏油或爆裂,油管是随机进口的纯正品,经检测没有质量问题。通过现场观察,发现为斗门开、闭时强烈撞击限位块、门框所致。要有效地避免产生冲击负荷:必须严格执行操作规程;液压阀开、闭不能过猛过快;避免使工作装置构件运动到极限位置产生强烈撞击;没有冲击功能的液压设备不能用工作装置(如挖掘机的铲斗)猛烈冲击作业对象以达到破碎的目的。

还有一个值得注意的问题:操作手要保持稳定。因为每台设备操纵系统的自由间隙都有一定差异,连接部位的磨损程度不同因而其间隙也不同,发动机及液压系统出力的大小也不尽相同,这些因素赋予了设备的个性。只有使用该设备的操作手认真摸索,修正自己的操纵动作以适应设备的个性,经过长期作业后,才能养成符合设备个性的良好操作习惯。一般机械行业坚持定人定机制度,这也是因素之一。
拆卸液压油箱加油盖、滤清器盖、检测孔、液压油管等部位,造成系统油道暴露时要避开扬尘,拆卸部位要先彻底清洁后才能打开。如拆卸液压油箱加油盖时,先除去油箱盖四周的泥土,拧松油箱盖后,清除残留在接合部位的杂物(不能用水冲洗以免水渗入油箱),确认清洁后才能打开油箱盖。如需使用擦拭材料和铁锤时,应选择不掉纤维杂质的擦拭材料和击打面附着橡胶的专用铁锤。液压元件、液压胶管要认真清洗,用高压风吹干后组装。选用包装完好的正品滤芯(内包装损坏,虽然滤芯完好,也可能不洁)。换油时同时清洗滤清器,安装滤芯前应用擦拭材料认真清洁滤清器壳内底部污物。

液压缸活塞杆的修复工艺:
(1)先将要焊的部位清洗干净,然后用湿泥巴将拉痕四周围住。
(2)选用直径2.5mm的焊条,将电焊机电流调至120A,采取直线运条法平稳施焊。
(3)全部焊完之后,将泥巴与熔渣清除干净,用粗锉沿活塞杆圆周进行进行修锉并留0.1-0.2mm的加工余量。
(4)车一个外径185mm、内径125mm、长150mm的圆筒当靠模(活塞杆外径125mm),沿轴线锯开,一个为粗模,另一个为精模。

(5)在粗模内壁涂上一层薄薄的红印油,接着将粗模紧靠在活塞杆待修部位上沿轴线往复磨合几次,然后用细锉将活塞杆上较重的红印锉掉。如此反复修锉,后留0.04-0.07mm的加工余量。
(6)再用320目的砂条蘸煤油配合精模将活塞杆修磨至规定尺寸。
(7)后用砂布背面蘸煤油进行手工抛光。经测量,大误差仅为0.03mm。
该起重机修复后,经过一年半的使用,变幅液压缸始终没有出现过外漏现象,同时活塞杆光滑、无锈斑。
最新信息
-

-
-
徐国华先生

- 手机:13961753688
-
徐国华先生

地址:无锡市惠山区洛社镇杨市人民东路61-1号
电话:0510-83553688传真:0510-83554657 网址:www.wxjingheng.com